
フローティング・カウンターギヤ
いわゆる抵抗抜きの主流のカウンターギヤのフローティング化。
これはカウンターギヤの回転をスムーズにする事で回転ロスを防ぐという効果があります。
ただ、その作り方は結構面倒なので・・・
此処では順序を画像付きで紹介いたします。
ただ、精度的にはボール盤(穴あけ専用の機械)や、リーマ(穴の精度を上げるもの)を使いませんので、
あまり良くないです・・・多分。
1・準備品
1・カウンターギヤ(一般的にスーパーXシャーシの水色の超速ギヤ)
2・620ベアリング
2・ピンバイス(3mmドリル刃)
3・ドリル刃単品 3.5mm+4mm+4.5mm
4・カッター
5・19mmベアリングローラーについてくるスペーサ×2
6・棒ヤスリ(平ヤスリ)
7・瞬間接着剤
8・ノギス
9・布
2・まずはカウンターギヤの穴を3mmに広げる
ここはピンバイスで、ギヤの穴を3mmに広げます。
3・ギヤの歯を布で押さえ、同じく布で包んだドリル刃で穴を広げる
図のようにギヤを押さえながら3.5mmのドリルで穴を広げます。
結構、力が要るので手を切らないように注意しながら穴を広げてください。
これを4mmまで広げます。

※一気に広げようとせず、ゆっくりと。また、貫通させる必要はありません。
大体、ギヤ軸の所まで広げたかな?ってところでやめて下さい。
4・穴を広げたらギヤの軸をカッターで切断
4mmまで広げたら、恐らく軸が白くなっていると思います。
これは、軸の肉厚が薄くなり、ドリルによって変形させられているからです。
この状態ならカッターで軽く切れますので、切り落とします。
 ⇒切り離し
⇒切り離し 
5・穴をさらに4.5mmのドリルで広げる
第3項の手順で穴をさらに4.5mmまで広げます。

これが4.5mmまで広がった状態です。
6・スペーサの加工
カウンターギヤに接着する620ベアリングを挟むためのスペーサの加工をします。
この加工したスペーサは下側に入れます。
まずは、下の図のようにワークマシンにセットし、回しながら平ヤスリで少しずつ削り、
大体4.4mm以下、4.1mm以上の状態にします。
 ⇒削った後
⇒削った後 
※ワークマシンや、上の図の部品(過去にあった限定品・・・ワイドトレッドパーツセット)がない場合は、
平ヤスリで地道に削る事になります。目安はギヤの穴より少し小さくする事です。
7・ベアリング接着
カウンターギヤに620ベアリングを瞬間接着剤で接着します。
絶対ベアリング内部に瞬間接着剤が入らないように作業してください。ベアリングが死にます(苦笑)
コツとしては一滴ずつ、ベアリングを支えているギヤの突起部辺りに流し込む事です。

以上でフローティング・カウンターギヤは完成です。
失敗もあるかもしれませんが、諦めずに制作にチャレンジしてみてください。
・・・・・・・620ベアリング高いですが・・・(苦笑)
8・取り付け方
このフローティング・カウンターギヤは次のように組み合わせてシャーシに取り付けてください。
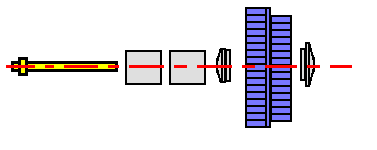
左からシャフト、短いアルミスペーサ×2、加工したスペーサ、Fカウンターギヤ、未加工のスペーサ。